
Temperature detection method of caged white feather broilers based on infrared image
-
摘要:目的
针对大规模笼养肉鸡体温自动检测困难的问题,提出一种深度学习与回归分析相结合的肉鸡体温检测方法。
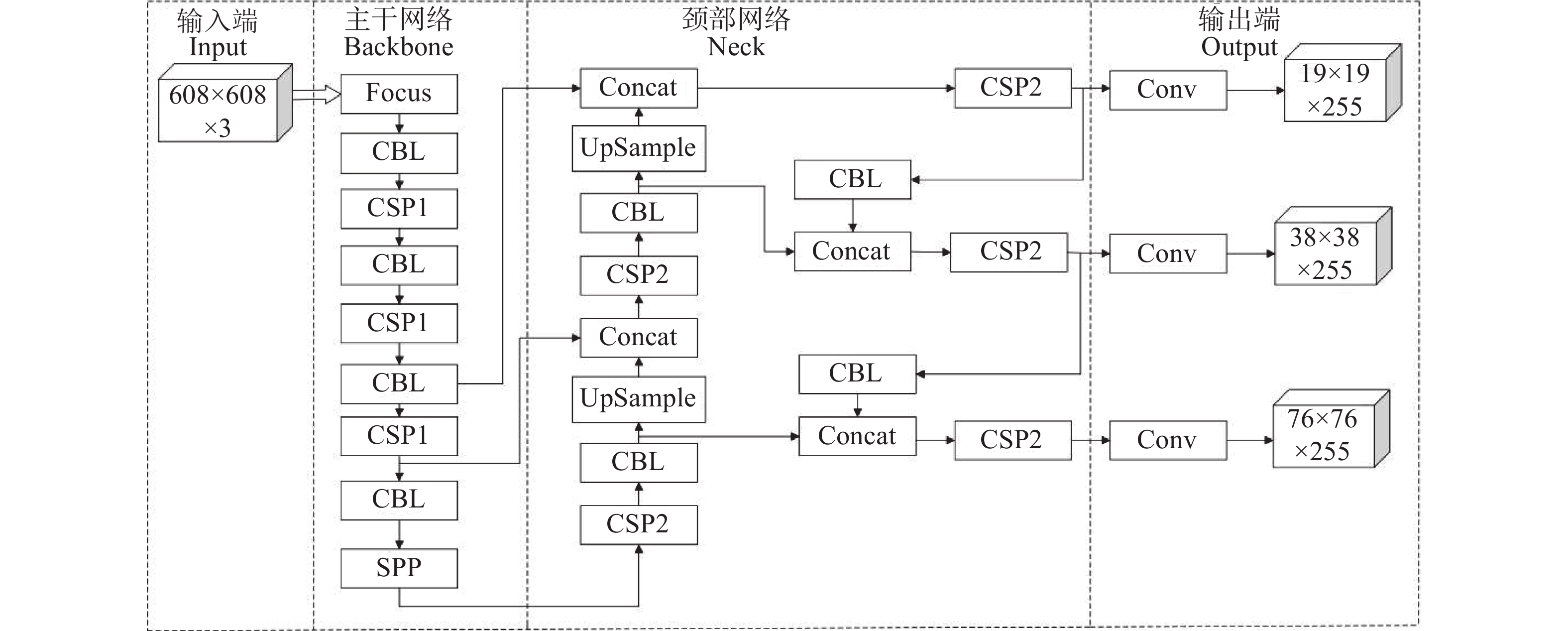
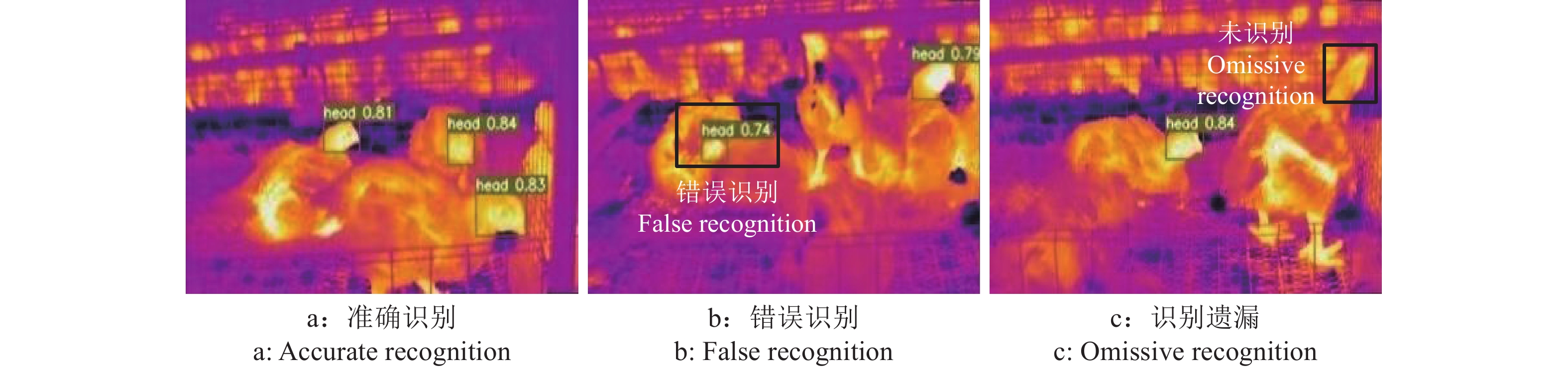
方法采用红外热成像仪采集肉鸡的红外图像,通过YOLOv5s深度学习算法训练感兴趣区域(肉鸡鸡头)模型,分别引入多元线性回归和多元非线性回归以建立肉鸡感兴趣区域温度与翅下温度的预测模型,从而实现自动体温检测。
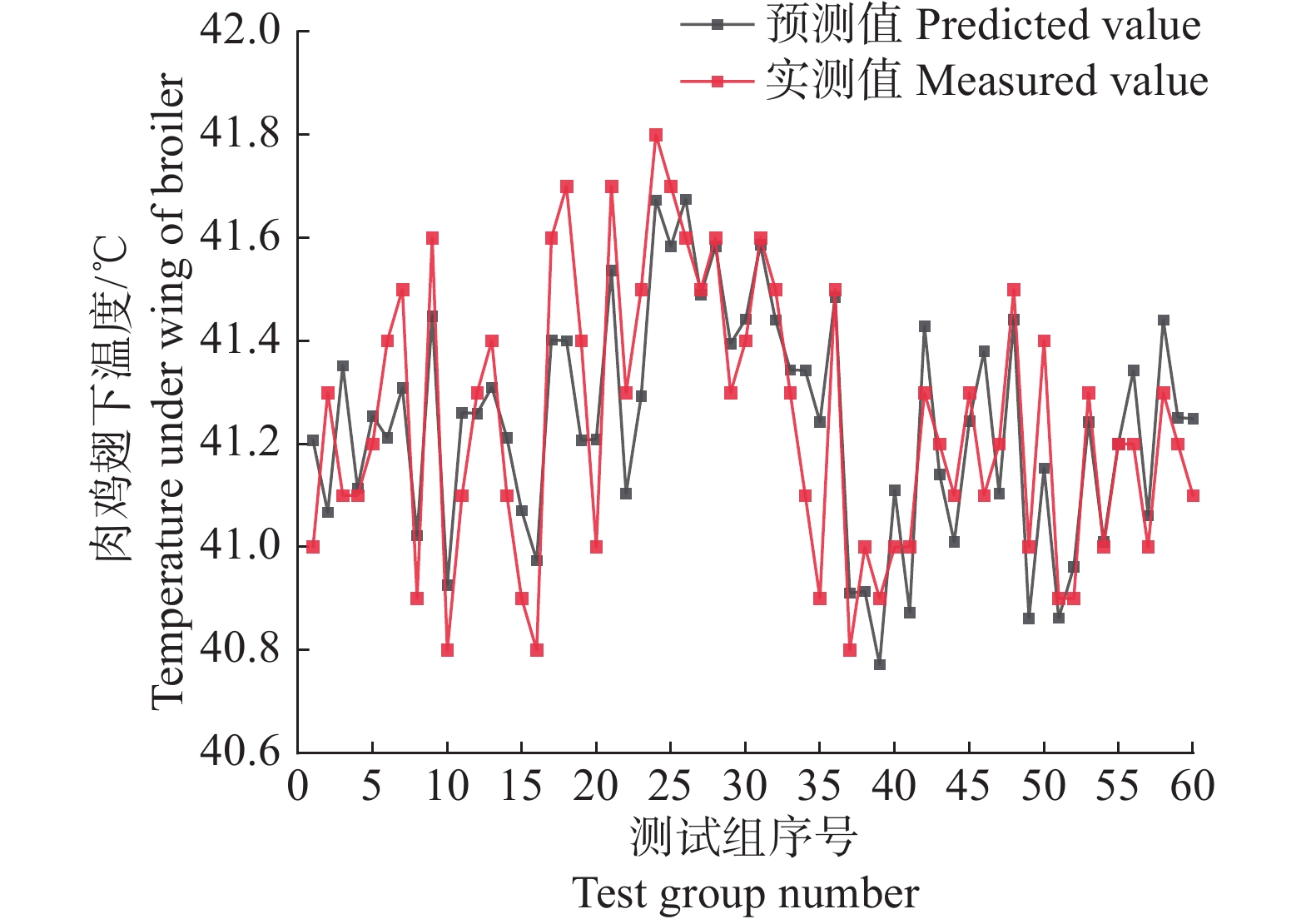
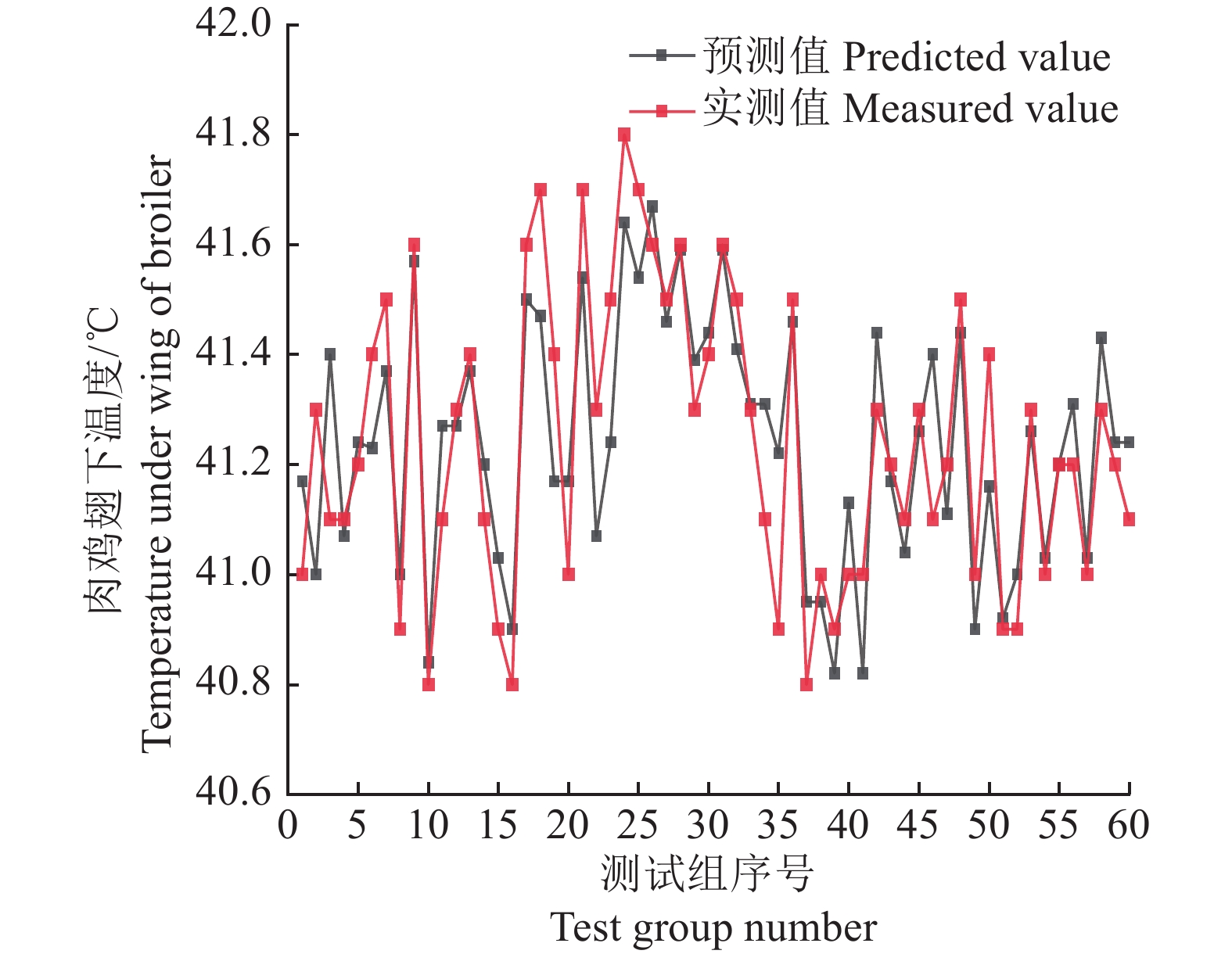
结果基于深度学习的感兴趣区域模型的精准率与召回率分别为93.8%和95.8%,多元线性回归温度预测模型1和多元非线性回归温度预测模型的平均相对误差分别为0.28%和0.27%,温度预测值与真实值的最大差值分别为0.34和0.32 ℃。
结论非线性模型预测肉鸡体温的准确率更高,可为日后舍内鸡只温度自动巡检设备提供技术支撑及前期研究基础。
Abstract:ObjectiveTo address the challenge of automatic temperature detection for large-scale caged broilers, a method combining deep learning and regression analysis was proposed.
MethodAn infrared thermal imager was used to capture infrared images of broiler chickens, the YOLOv5s deep learning algorithm was used to train the model for the region of interest (broiler chicken head). Multiple linear regression and multiple nonlinear regression were respectively introduced to establish prediction models between the temperature of the broiler’s region of interest and the temperature under its wings, ultimately achieving the goal of automatic body temperature detection.
ResultThe test results showed that the precision and recall of the region of interest model based on deep learning were 93.8% and 95.8% respectively. The average relative errors of the multiple linear regression 1 and multiple nonlinear regression temperature prediction models were 0.28% and 0.27% respectively, and the maximum differences between the predicted and actual temperature values were 0.34 and 0.32 ℃ respectively.
ConclusionThe nonlinear model has a higher accuracy rate in predicting the body temperature of broilers, providing technical support and a preliminary research basis for automated in-house temperature inspection equipment for chicken farming.
-
Keywords:
- Deep learning /
- Infrared thermal imaging /
- Temperature detection /
- Broiler /
- Inversion
-
小麦是仅次于大米的主要粮食作物,是人类生活中不可缺少的食物,通常利用制粉设备加工成面粉,制作成面包、面条等各种面食供人类食用。全世界每年需要加工制粉的谷物有20多亿t,其中小麦大约有6亿t[1]。辊式磨粉机是加工面粉的主要设备,其工作原理是通过1对水平排列并以不同角速度高速相向旋转的圆柱形磨辊,对小麦粉料施加挤压、剪切、摩擦等方式的载荷,将物料颗粒压碎、研磨成细粉,制成各种不同用途的成品面粉[2-3]。
磨辊是辊式磨粉机的核心部件,其内层材料以灰口铁为主,外层抗磨部分主要为白口铁。制粉过程中其与小麦粉料剧烈摩擦,产生磨料磨损现象,造成磨辊表面原有的形态发生变化,如齿辊的齿部钝化、光辊表面粗糙度降低。当磨辊磨损达到一定程度后,磨粉机出粉率与生产效率都会明显降低,需重新做磨光拉丝或喷砂处理[4-6]。磨辊磨损问题已经成为制约辊式磨粉机发展和应用的瓶颈,提高磨辊表面耐磨性能是目前制粉行业急需解决的难题。因此,磨辊金属材料的耐磨性是非常重要的性能,金属材料的耐磨性与表面硬度之间存在相应的关系,一般情况下,同类材料硬度增大则耐磨性提高,因此可以通过表面硬度间接反映材料的耐磨性[7-8]。
激光表面淬火是强化材料表面硬度的一种热处理方法[9-10],该技术解决了许多普通热处理工艺无法解决的难题,广泛用于汽车、冶金、模具、五金、轻工、机械制造等行业[11-17]。有学者研究了激光淬火工艺参数对HT210、模具钢718等材料淬硬层深度及表面硬度的影响[18-21],发现获得高而均匀的硬度是提高铸铁材料耐磨性的关键。本研究拟利用响应曲面方法设计激光淬火试验,探究激光淬火工艺参数对磨辊表面金属材料硬度的影响规律,并确定最优工艺参数组合,探讨经激光淬火处理后磨辊表面金属材料的性能变化和磨损机理。
1. 材料与方法
1.1 材料
试验材料为低铬白口铁,尺寸为57 mm × 25.5 mm × 6 mm,表面机械研磨抛光,其化学成分质量分数如下:C 2.6%~3.2%、Si 低于0.8%、Mn 1.0%~2.5%、Cr 2.0%~3.0%、Mo 2.0%~3.0%、Cu 2.0%~3.0%。
磨损试验中使用的磨料为甘肃产‘西旱1号’小麦籽粒,自然风干后经破碎、筛分及匀化处理制备粒度分布为0.5~1.5 mm的小麦粉料。小麦粉料不同成分质量分数为:淀粉71.8%、粗蛋白12.9%、水分9.8%、脂肪2.2%、粗纤维1.7%、粗灰分1.6%。
1.2 试验设备
1.2.1 激光淬火试验
使用额定功率200 W,波长1 070 nm的光纤激光器,工作频率40 Hz,脉宽20 ms。
1.2.2 硬度测定试验与金相组织试验
硬度测定采用莱州华银公司生产的HVS−1000型数显显微硬度计,施加载荷100 g,加载时间10 s。每组试样硬度测定试验重复3次,取3次测量值的平均值。采用MR5000型倒置金相显微镜(南京江南永新光学公司生产)检验试样金相组织。
1.2.3 磨损试验
采用MLS−225型橡胶轮式磨损试验机(张家口市宣化科华试验机制造有限公司生产)进行三体磨料磨损试验,采用精度为0.1 mg的分析天平称量试样磨损前后的质量损失,采用扫描电子显微镜(东莞市天测光学设备有限公司生产)观察试样被磨面的表面微观形貌。
1.3 试验方法
1.3.1 激光淬火试验
试样编号为1~20,分别进行不同工艺参数的激光表面淬火热处理,表面淬火区域的淬火扫描点呈线性排列在试样表面,如图1,淬火面积为30 mm × 18 mm。在进行激光淬火试验前,将试样置入丙酮溶液中,放入清洗机清洗6 min,用碳素吸光涂料对试样作黑化处理,提高材料对激光的吸收率。完成激光淬火试验后,将试样沿着与激光扫描垂直的方向切开,用硬度计测量硬度值。
1.3.2 响应曲面试验设计
通过前期单因素激光淬火试验筛选,影响磨辊表面硬度的因素主要是激光功率、光斑直径和扫描速度。根据中心复合的旋转组合设计原理,以激光功率(A)、光斑直径(B)、扫描速度(C)为试验影响因素,以硬度(R)作为响应指标,采用3因素5水平试验。各试验因素水平如表1所示。
表 1 因素水平表Table 1. Factor-level table水平
Level激光功率/W
Laser power光斑直径/mm
Spot diameter扫描速度/(mm·s−1)
Scanning speed−1.682 163 0.53 166 −1 170 0.60 200 0 180 0.70 250 +1 190 0.80 300 +1.682 197 0.87 334 1.3.3 磨损试验
在三体磨料磨损试验前,磨损试验机的参数设定如下:转速400 r/min,压力225 N,轧距0.15 mm。选用硬度为60 邵尔的橡胶轮,在室温条件下分别对未经激光淬火处理、经激光淬火最优工艺参数组合处理的2组试样进行为期2 h的抗小麦粉料磨损试验,共计5个磨损周期,即总磨程为10 h。将试样磨损前后的质量损失作为评价指标,每组试样磨损试验重复3次,取3次测量值的平均值作为分析数据。
1.4 数据统计与分析
采用Design-expert 8.0.6对数据进行统计分析;用Origin 8.0软件进行作图。
2. 结果与分析
2.1 激光淬火试验
响应面各因素试验设计与结果如表2所示。使用Design-expert 8.0.6软件分析试验结果,得到各因素与响应值R的二次回归方程:
表 2 试验设计与结果Table 2. Experiment design and result试样编号
Sample number因素 Factor 硬度/HV
Hardness激光功率 Laser power 光斑直径 Spot diameter 扫描速度 Scanning speed 1 −1 −1 −1 545.36 2 1 −1 −1 600.13 3 −1 1 −1 520.86 4 1 1 −1 637.81 5 −1 −1 1 530.77 6 1 −1 1 515.00 7 −1 1 1 592.02 8 1 1 1 560.35 9 −1.682 0 0 532.10 10 +1.682 0 0 695.13 11 0 −1.682 0 534.76 12 0 +1.682 0 658.30 13 0 0 −1.682 627.76 14 0 0 +1.682 521.55 15 0 0 0 644.24 16 0 0 0 680.32 17 0 0 0 659.18 18 0 0 0 663.26 19 0 0 0 687.08 20 0 0 0 631.29 $$\begin{aligned} {{R}} = & {{661}}{{.80}} + {{2}}9.18{{A}} + {{2}}3.98{{B}} - {{2}}0.84{{C}} + \\ & {{5}}{{.79AB}} - {{2}}7.39{{AC}} + {{1}}1.68{{BC}} - \\ & {{22}}{{.66}}{{{A}}^{{2}}} - {{2}}8.70{{{B}}^{{2}}} - {{3}}6.43{{{C}}^{{2}}} {\text{。}} \end{aligned}$$ 对回归方程进行方差分析和回归系数显著性检验,结果见表3。回归模型P<0.01,表明回归模型中各因素与响应值的相关性是显著的。其中模型的一次项A(激光功率)、B(光斑直径)与C(扫描速度)对磨辊材料表面硬度影响显著(P<0.05);二次项B2、C2对磨辊材料表面硬度影响极显著(P<0.01),A2影响显著(P<0.05);交互项AC对磨辊材料表面硬度影响显著(P<0.05),AB与BC影响均不显著(P>0.05)。根据模型各因素回归系数和P值大小,得到影响磨辊材料表面硬度的各因素依次为激光功率、光斑直径、扫描速度。模型的复相关系数为0.846 8,模型的校正决定系数Radj2为0.708 9,试验误差小,可以用于硬度的预测。
表 3 方差分析表1)Table 3. Variance analysis table变异来源 Variance source SS DF MS F P 模型 Model 65 184.71 9 7 242.75 6.14 0.004 5 A 11 625.85 1 11 625.85 9.86 0.010 5 B 7 855.99 1 7 855.99 6.66 0.027 4 C 5 932.68 1 5 932.68 5.03 0.048 8 AB 267.73 1 267.73 0.23 0.644 0 AC 6 003.89 1 6 003.89 5.09 0.047 7 BC 1 090.91 1 1 090.91 0.93 0.358 8 A2 7 396.70 1 7 396.70 6.27 0.031 2 B2 11 866.84 1 11 866.84 10.06 0.010 0 C2 19 125.48 1 19 125.48 16.22 0.002 4 残差 Residual 11 792.58 10 1 179.26 失拟项 Lack of fit 9 567.22 5 1 913.44 4.30 0.067 7 纯误差 Pure error 2 225.36 5 445.07 总计 Total 76 977.29 19 1)A、B、C分别为激光功率、光斑直径、扫描速度
1) A, B and C indicated laser power, spot diameter and scanning speed, respectively2.2 淬火工艺参数交互作用分析
为了考察各因素及其交互作用对磨辊材料表面硬度的影响,采用Design-expert 8.0.6软件得到了各因素间的响应曲面图和等高线图,如图2~4所示。各因素间交互作用的显著性取决于响应曲面的陡峭程度。响应曲面坡度越陡,说明该因素对响应值的影响越显著。当等高线的形状为椭圆形时,线密度大,表明因素间交互作用对硬度影响显著;等高线的形状为圆形或近似圆形时,线密度小,交互作用对硬度影响不显著。
![]() 图 2 激光功率与扫描速度对硬度影响的响应曲面图与等高线图Figure 2. Response surface figure and contour map of effects of laser power and scanning speed on hardness
图 2 激光功率与扫描速度对硬度影响的响应曲面图与等高线图Figure 2. Response surface figure and contour map of effects of laser power and scanning speed on hardness![]() 图 3 激光功率与光斑直径对硬度影响的响应曲面图与等高线图Figure 3. Response surface figure and contour map of effects of laser power and spot diameter on hardness
图 3 激光功率与光斑直径对硬度影响的响应曲面图与等高线图Figure 3. Response surface figure and contour map of effects of laser power and spot diameter on hardness![]() 图 4 光斑直径与扫描速度对硬度影响的响应曲面图与等高线图Figure 4. Response surface figure and contour map of effects of spot diameter and scanning speed on hardness
图 4 光斑直径与扫描速度对硬度影响的响应曲面图与等高线图Figure 4. Response surface figure and contour map of effects of spot diameter and scanning speed on hardness2.2.1 激光功率与扫描速度对硬度的影响
激光功率方向的坡度比扫描速度陡峭(图2a),表明激光功率对磨辊材料表面硬度的影响大于扫描速度。等高线图形状呈椭圆形(图2b),表明激光功率与扫描速度间的交互作用对硬度影响显著。
2.2.2 激光功率与光斑直径对硬度的影响
响应面图中激光功率方向的曲线坡度大于光斑直径方向(图3a),说明激光功率对磨辊材料表面硬度的影响大于光斑直径。与激光功率和扫描速度交互作用下等高线密度(图2b)相比较,图3b中的等高线轮廓近似圆形,线密度较小,表明激光功率与光斑直径间的交互作用对硬度影响不显著。
2.2.3 光斑直径与扫描速度对硬度的影响
从响应曲面图可观察出,光斑直径方向响应面曲线比扫描速度方向陡峭(图4a),表明光斑直径对磨辊材料表面硬度的影响大于扫描速度。等高线图的线密度小,轮廓呈圆形(图4b),说明光斑直径与扫描速度间的交互作用对硬度的影响也不显著,这与回归分析结果一致。由上述结果可知,影响磨辊材料表面硬度的最主要因素为激光功率,其次为光斑直径和扫描速度。
2.2.4 激光淬火工艺参数最优组合
在实际面粉生产中,最终目的是提高磨辊的硬度,加强磨辊的耐磨性能,延长磨辊的使用周期。本试验利用响应曲面旋转二次组合设计方法,采用激光功率、光斑直径和扫描速度3个参数的试验范围作为约束条件,经过显著性检验的响应值R作为目标函数,经过非线性优化后得出最优的参数组合。分析得到激光淬火优化参数组合为:激光功率190 W,光斑直径0.74 mm,扫描速度220.14 mm/s,该参数组合下的试样表面硬度为688.67 HV。考虑到实际试验操作的便利,将此工艺条件进行进一步修正,得到可在实际生产中应用的工艺参数组合:激光功率190 W,光斑直径0.70 mm,扫描速度220 mm/s。为了检验软件分析结果的正确性,用上述最佳的淬火工艺参数进行3次验证试验,试验的结果与软件分析的结果基本吻合。
2.3 金相组织分析
该试样的原始硬度为509 HV,激光淬火处理后其硬度提升了35%,对试样进行激光淬火处理提升其耐磨性的本质是使其金相组织发生变化。图5为试样淬火后的金相组织图。
在激光快速加热条件下奥氏体晶粒非常细小。快速加热升温增加了奥氏体内碳、铬等元素的溶解度。碳化物在奥氏体内溶解,使其薄弱处发生断裂,形态得到改善。碳、铬等元素在奥氏体内溶解使得它们在奥氏体内的溶入量增长,激光淬火后得到的马氏体含碳量增加,基体硬度提高。同时,激光淬火使试样内部组织晶粒细化,形成大量马氏体,残留少量奥氏体。因此,试样经激光淬火后耐磨性得到极大的改善。试样在淬火后未产生裂纹现象。
2.4 磨损试验
2.4.1 质量损失试验结果
小麦粉料与试样表面接触时,其中的硬颗粒会与试样表面发生摩擦,试样表面因塑性挤压产生划痕,同时试样表面因压入的粉料硬颗粒形成沟槽,试样表面经多次塑性变形,发生疲劳破坏,表面材料掉落,脱离母体,造成试样质量损失。图6所示为未经激光淬火处理和激光淬火最优参数组合处理2组试样以小麦粉料为磨料的三体磨料磨损试验质量损失。对比图6中2组数据可知,经激光淬火最优参数组合处理后的试样质量损失约为未经激光淬火处理的试样的7%,由此可知,激光淬火处理后磨辊表面材料抗小麦粉料磨损性能显著提升。
2.4.2 磨损面微观形貌分析
图7所示为激光淬火前后2组试样典型被磨表面微观形貌扫描电子显微镜图。试样经激光淬火处理后,小麦粉料在试样表面的划痕较轻,粉料中的坚硬颗粒在激光淬火试样表面很难存留,表面上形成的划痕比较短,在小麦粉料作用下形成的沟槽更浅窄。因此,经激光淬火后的磨辊表面材料与小麦粉料间的摩擦磨损作用减弱,塑性变形次数降低,磨辊表面疲劳破坏得到改善,磨辊的磨损周期延长,生产成本降低。
![]() 图 7 试样被磨表面微观形貌扫描电子显微镜图Figure 7. Scanning electron microscope image of the worn sample surface
图 7 试样被磨表面微观形貌扫描电子显微镜图Figure 7. Scanning electron microscope image of the worn sample surface3. 结论
本文采用旋转组合设计方法设计3因素5水平响应曲面试验,探究了激光功率、光斑直径和扫描速度对磨辊金属材料硬度的影响规律,并对3个试验因素进行参数优化,探讨磨辊材料耐磨性变化,得到以下结论:
1)各激光淬火工艺参数对磨辊金属材料硬度影响依次为激光功率>光斑直径>扫描速度;激光功率与扫描速度间的交互作用对硬度影响显著。
2)提高磨辊表面材料硬度的最优激光淬火工艺参数组合为:激光功率190 W、光斑直径0.70 mm、扫描速度220 mm/s;激光淬火处理后试样硬度提升了35%。
3)经激光淬火最佳工艺参数组合处理后试样的质量损失约为未经激光淬火处理试样的7%,经激光淬火处理后的磨辊表面材料与小麦粉料间的摩擦磨损作用减弱,小麦粉料在试样表面的划痕较轻较短,试样磨损面的沟槽更浅窄。
本试验结果表明,经过激光淬火处理后磨辊表面材料较未经处理的材料硬度显著提升,耐磨性能增强,这与华希俊等[22]的研究结果一致。淬火后的试样与小麦粉料发生摩擦磨损时,由于其表面的硬度得到强化,小麦粉料中的硬颗粒很难存留在试样表面,在表面产生的划痕与沟槽极为浅窄,使材料表面的损伤减少,极大地缓解了磨辊磨损严重等问题。
-
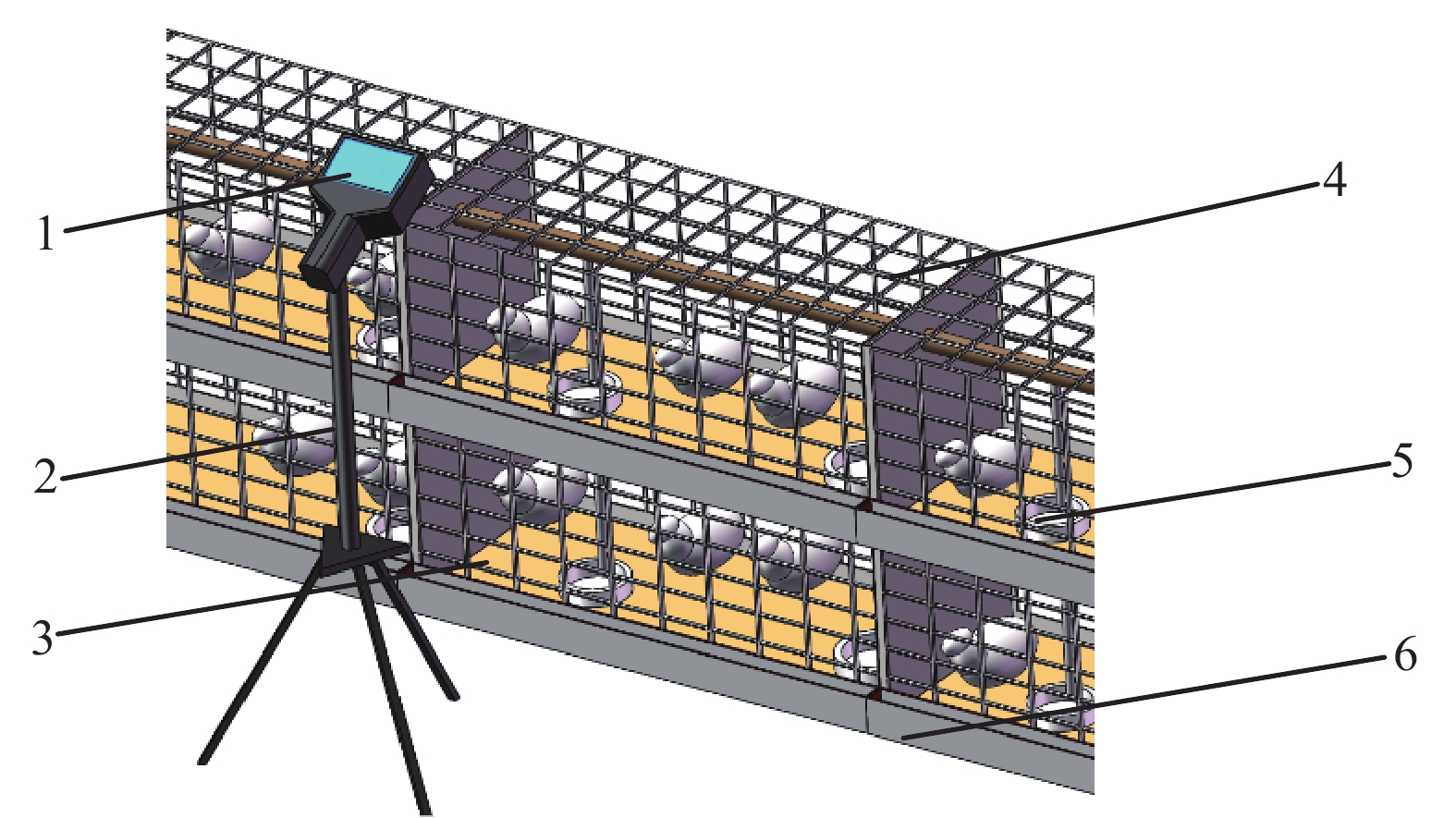
![]()
图 1 笼养肉鸡数据采集示意图
1:红外热像仪;2:三脚架;3:下层鸡笼;4:上层鸡笼;5:饮水装置;6:饲料槽
Figure 1. Schematic diagram of data collection for caged broilers
1: Infrared thermal imaging instrument; 2: Tripod; 3: Lower layer chicken cage; 4: Upper layer chicken cage; 5: Drinking water plant; 6: Feed trough
![]()
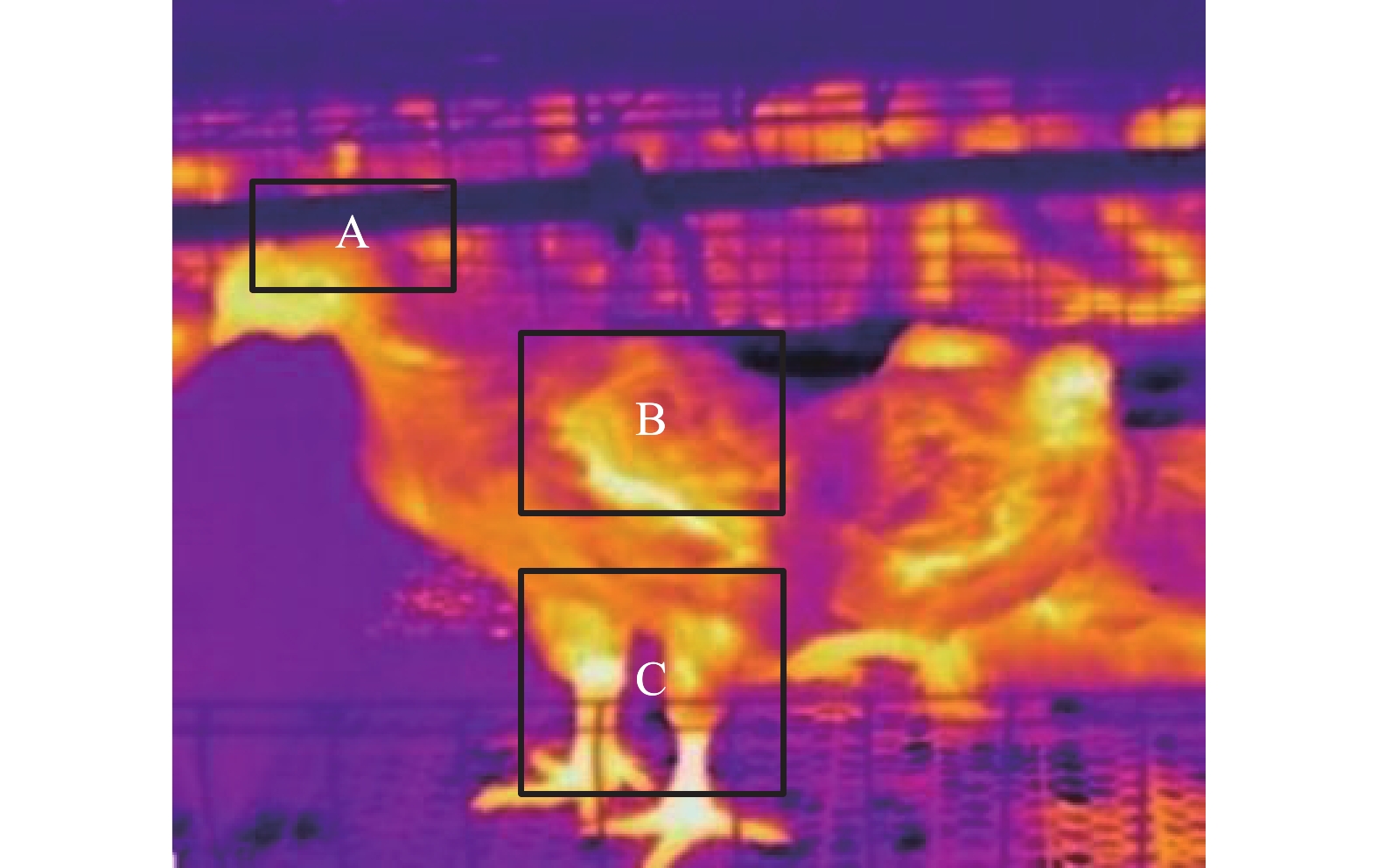
图 2 笼养肉鸡红外图像
A:头部;B:胸部;C:腿部
Figure 2. Infrared image of a caged broiler
A: Head; B: Breast; C: Leg
![]()
图 5 线性回归模型1测试组实测值与预测值对比图
Figure 5. Comparison between the measured value and predicted value of the test group in linear regression model 1
![]()
图 6 非线性回归模型测试组实测值与预测值对比图
Figure 6. Comparison between the measured value and predicted value of the test group in the nonlinear regression model
表 1 各算法模型测试结果对比
Table 1 Comparison of test results of different algorithm models
模型
Model精准率/%
Precision
(Pr)召回率/%
Recall
(R)F1 每秒传输帧数
Frame per
second (FPS)YOLOv5s 93.8 95.8 94.8 65 YOLOv5m 93.8 96.2 95.2 58 YOLOv5l 91.8 89.1 90.4 53 YOLOv5x 93.5 90.6 92.0 50  下载: 导出CSV
下载: 导出CSV
表 2 不同时刻肉鸡翅下温度、头部温度及环境温湿度试验数据
Table 2 Test data of temperature under wing of broiler, head temperature as well as ambient temperature and humidity at different time
时刻
Time moment翅下温度/℃
Temperature
under wing头部最高温度/℃
Maximum
head temperature头部平均温度/℃
Average
head temperature环境温度/℃
Ambient
temperature环境湿度/%
Ambient
humidity08:00 41.0 36.5 35.1 22.0 45 09:00 41.3 36.2 34.9 22.1 45 10:00 41.1 36.8 35.3 22.1 45 11:00 41.1 36.3 34.9 22.1 45 12:00 41.2 36.6 35.2 22.0 45 13:00 41.4 36.5 35.1 22.2 45 14:00 41.5 36.7 35.4 22.2 45 15:00 40.9 36.1 34.6 22.3 45 16:00 41.6 37.0 35.4 22.2 45 17:00 40.8 36.9 35.1 22.0 45
下载: 导出CSV
表 3 肉鸡翅下温度的预测模型
Table 3 Prediction model of temperature under wing of broiler
模型
Modeldf P R2 平均差值/℃
Average
difference1 4 0.001 0.68 0.118 2 3 0.001 0.48 0.160 3 3 0.001 0.68 0.123
下载: 导出CSV
表 4 模型1和3的回归系数及显著性分析
Table 4 Regression coefficients and significance analyses of model 1 and 3
模型
Model参数
Parameter常量
Constant头部最高温度
Maximum head temperature头部平均温度
Average head temperature环境温度
Ambient temperature环境湿度
Ambient humidity1 B 22.84 0.48 0.03 −0.03 P 0.001 0.001 0.51 0.001 3 B 22.97 0.47 0.01 0.03 −0.03 P 0.001 0.001 0.83 0.49 0.001
下载: 导出CSV
-
[1] 张瑞娟. 中国肉鸡产业发展现状及趋势[J]. 江苏农业科学, 2016, 44(1): 448-451. [2] 马苏芬. 肉鸡规模化养殖疾病流行特点与防控[J]. 畜牧兽医科学, 2020(8): 46-47. [3] 谢秋菊, 刘学飞, 郑萍, 等. 畜禽体温自动监测技术及应用研究进展[J]. 农业工程学报, 2022, 38(15): 212-225. [4] 姬莉莉, 胡伟龙, 石永宏, 等. 基于无线传感网络的哨兵鸡体温监测系统设计[J]. 畜牧与兽医, 2022, 54(11): 44-50. [5] 胡家骏. 红外非接触测温系统设计与实现[D]. 哈尔滨: 黑龙江大学, 2016. [6] 杨威. 蛋鸡穿戴式无线体温感知设备的开发及体温监测实验研究[D]. 杭州: 浙江大学, 2017. [7] 李丽华. 蛋鸡体温与生产性能参数动态监测关键技术研究及应用[D]. 保定: 河北农业大学, 2014. [8] 尹祥宇, 王艳君, 白杰, 等. 基于Tsic506和Zigbee的蛋鸡体温无线监测系统设计[J]. 中国农机化学报, 2014, 35(2): 281-285. [9] ZHANG X D, KANG X, FENG N N, et al. Automatic recognition of dairy cow mastitis from thermal images by a deep learning detector[J]. Computers and Electronics in Agriculture, 2020, 178: 105754. doi: 10.1016/j.compag.2020.105754
[10] 刘国强. 基于红外图像奶牛发情信息监测装置的研究[D]. 呼和浩特: 内蒙古农业大学, 2021. [11] 李沛. 红外热成像下家禽体温监测、预测方法与装置研究[D]. 太原: 中北大学, 2022. [12] 贾桂锋, 蒙俊宇, 武墩, 等. 被毛对热成像检测生猪体表温度精度的影响及噪声滤除方法[J]. 农业工程学报, 2019, 35(4): 162-167. [13] 赵海涛. 基于红外热成像技术的猪体温检测与关键测温部位识别[D]. 武汉: 华中农业大学, 2019. [14] COOK N J, CHABOT B, LUI T, et al. Infrared thermography detects febrile and behavioural responses to vaccination of weaned piglets.[J]. Animal: An International Journal of Animal Bioscience, 2015, 9(2): 339-346. doi: 10.1017/S1751731114002481
[15] 周丽萍, 陈志, 陈达, 等. 基于改进Otsu算法的生猪热红外图像耳根特征区域检测[J]. 农业机械学报, 2016, 47(4): 228-232. [16] 陆辉山, 刘修林, 刘烨虹, 等. 蛋鸡体表温度与翼下温度的关系模型研究[J]. 中国家禽, 2018, 40(1): 56-58. [17] 李沛, 陆辉山, 赵守耀, 等. 基于红外热成像的育成期蛋鸡体温检测方法[J]. 中国农业大学学报, 2021, 26(5): 186-193. doi: 10.11841/j.issn.1007-4333.2021.05.18 [18] 沈明霞, 陆鹏宇, 刘龙申, 等. 基于红外热成像的白羽肉鸡体温检测方法[J]. 农业机械学报, 2019, 50(10): 222-229. doi: 10.6041/j.issn.1000-1298.2019.10.025 [19] BLOCH V, BARCHILON N, HALACHMI I, et al. Automatic broiler temperature measuring by thermal camera[J]. Biosystems Engineering, 2020, 199: 127-134. doi: 10.1016/j.biosystemseng.2019.08.011
[20] 胡根生, 吴继甜, 鲍文霞, 等. 基于改进YOLOv5网络的复杂背景图像中茶尺蠖检测[J]. 农业工程学报, 2021, 37(21): 191-198. doi: 10.11975/j.issn.1002-6819.2021.21.022 [21] 张志远, 罗铭毅, 郭树欣, 等. 基于改进YOLO v5的自然环境下樱桃果实识别方法[J]. 农业机械学报, 2022, 53(S1): 232-240. [22] YAN B, FAN P, LEI X, et al. A real-time apple targets detection method for picking robot based on improved YOLOv5[J]. Remote Sensing, 2021, 13(9): 1619. doi: 10.3390/rs13091619
[23] 宋小园, 朱仲元, 刘艳伟, 等. 通径分析在SPSS逐步线性回归中的实现[J]. 干旱区研究, 2016, 33(1): 108-113. [24] 顾刘金. 应用SPSS软件实现多重线性回归分析[J]. 预防医学, 2018, 30(3): 323-324. doi: 10.3969/j.issn.1007-0931.2018.03.032 -
期刊类型引用(2)
1. 赵志刚,郭晓芹,赵传芳,吕文雪,于小亚,吕爽. 环介导等温扩增技术在动物细小病毒检测中的应用研究进展. 特产研究. 2025(02): 194-199 .  百度学术
百度学术
2. 陈文静,董章勇,宋汉达,罗梅. 环介导等温扩增技术在植物病原物检测中的应用. 仲恺农业工程学院学报. 2024(04): 48-54 . 百度学术
其他类型引用(2)








计量
- 文章访问数: 199
- HTML全文浏览量: 13
- PDF下载量: 50
- 被引次数: 4
